【自有生产工厂 绕筋机-钢筋笼滚笼机实力公司】-二八商务
更新时间:2025-05-26 06:39:24
Tags: 绕筋机




深入了解绕筋机产品,一部视频就够了,快来观看!
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |

绕筋机,【许昌建贸机械设备有限公司(伊犁分公司)jmc2352-75】始终坚持以客户为中心,提供齐全的产品系列和服务体验。我们的绕筋机产品以性价比高、耐用可靠而广受客户信赖和好评。联系人:胥经理-18539023766,QQ:313891025,地址:石象镇工业园。

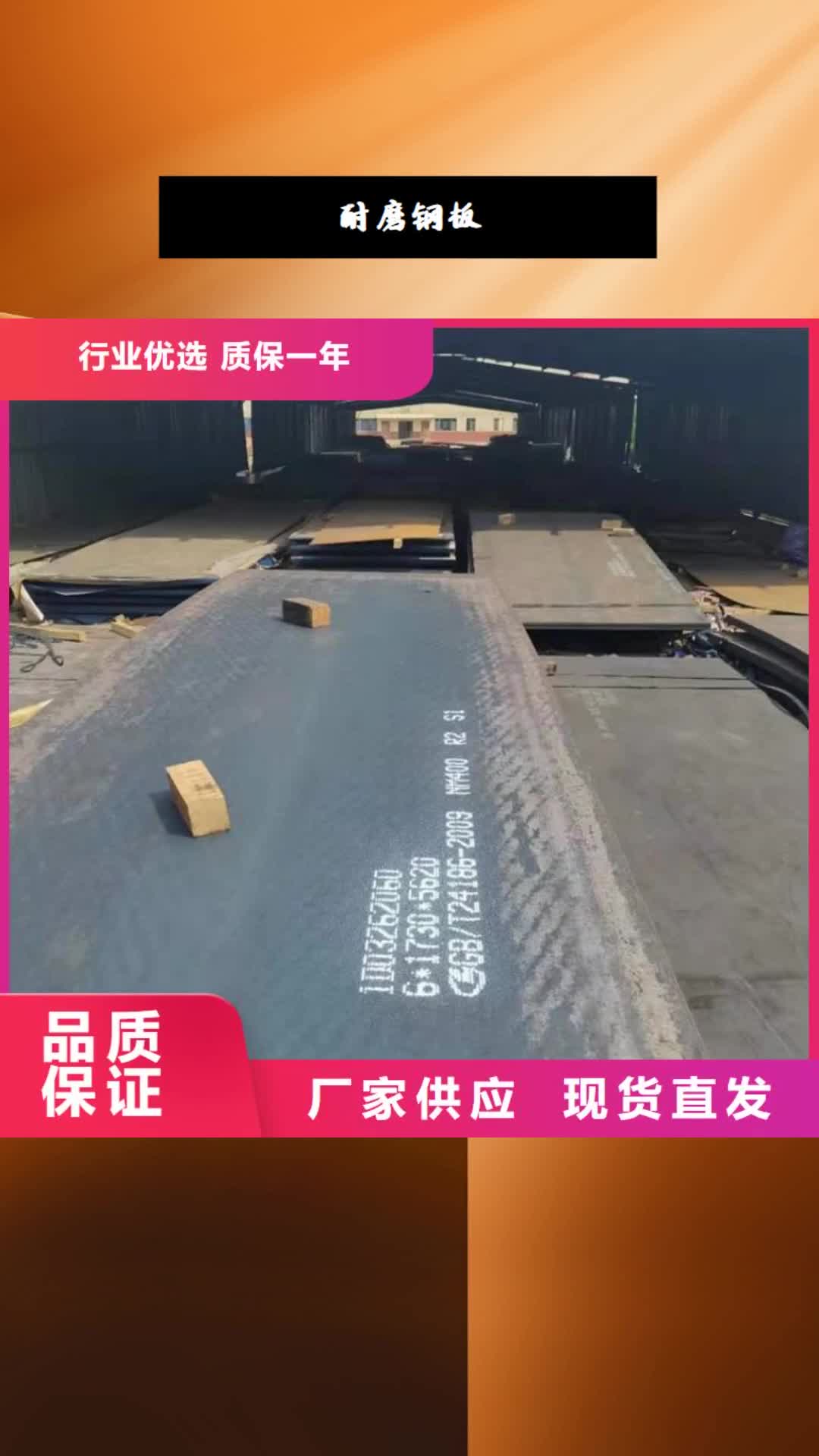
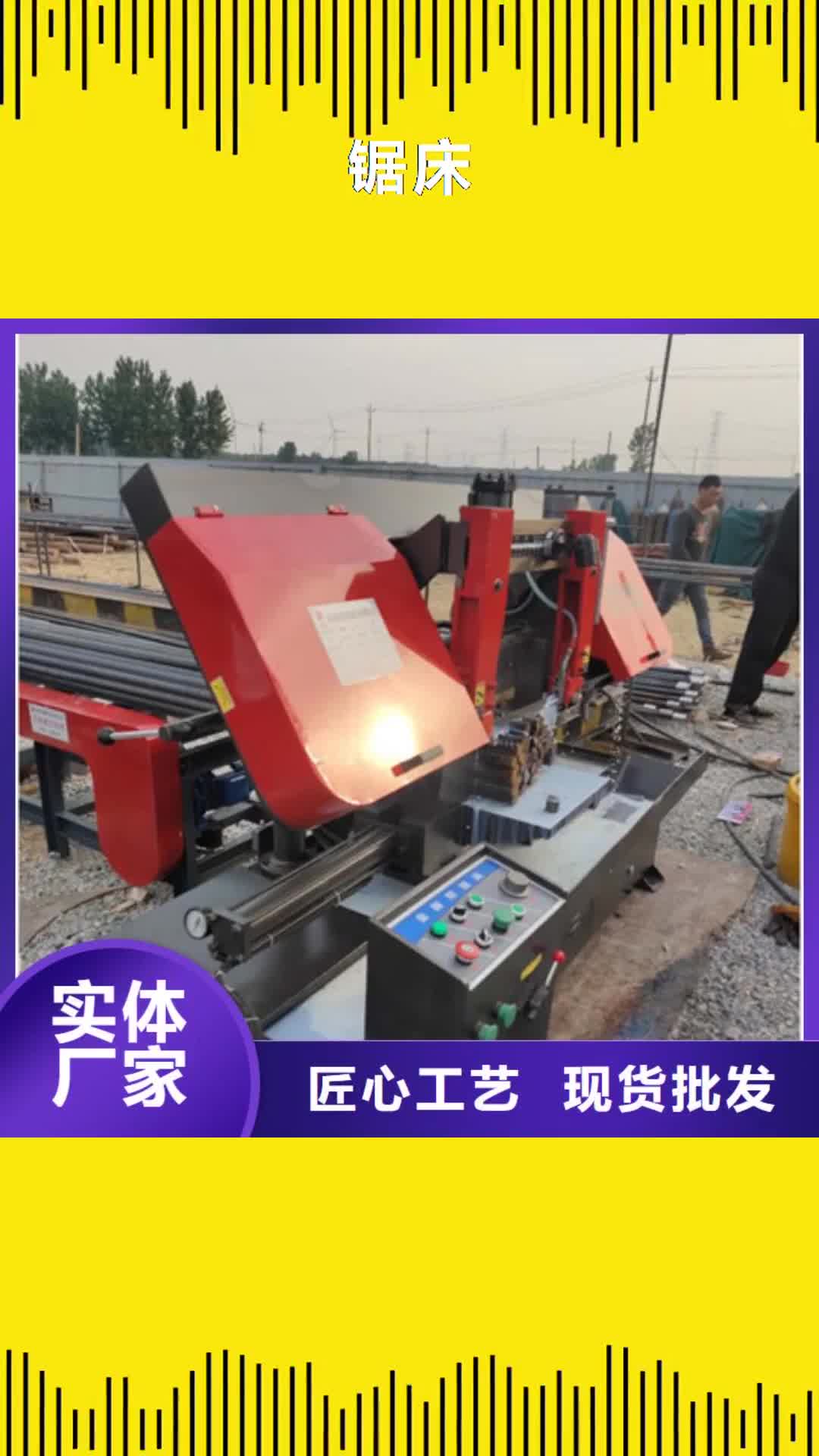
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。哪里的钢筋笼滚焊机厂家好,这个厂家自身就没有资格回答的。我们都知道,大型建筑工地对工期的要求是非常严格的,所以用于这一领域的设备必须要有的加工效率,钢筋笼滚焊机正好可以满足这一要求。绕筋机的加工速度是非常快的,正常3-6个人30分钟就能完成一节笼子,并可加工直径1.25-2.5米桩径的笼子。而且工程管理还要结合施工经验预测施工中可能出现的问题,做好工作。同时要贯彻落实生产意识,施工人员在进行施工操作中必须戴好保护设施;定期对施工中使用的材料以及设备进行性检测,避免出现不因素,影响施工质量以及施工进度。2.钢筋笼滚焊机加工可靠由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,胶辊电机;Y90L-功率4kw小车电机;Y90L-功率1.5kw整机;3500kg外形尺寸;小车15m*1.3m*1.5m安装尺寸;3钢筋笼滚焊机箍筋不需搭接,较之手工作业节省材料1%,了施工成本。

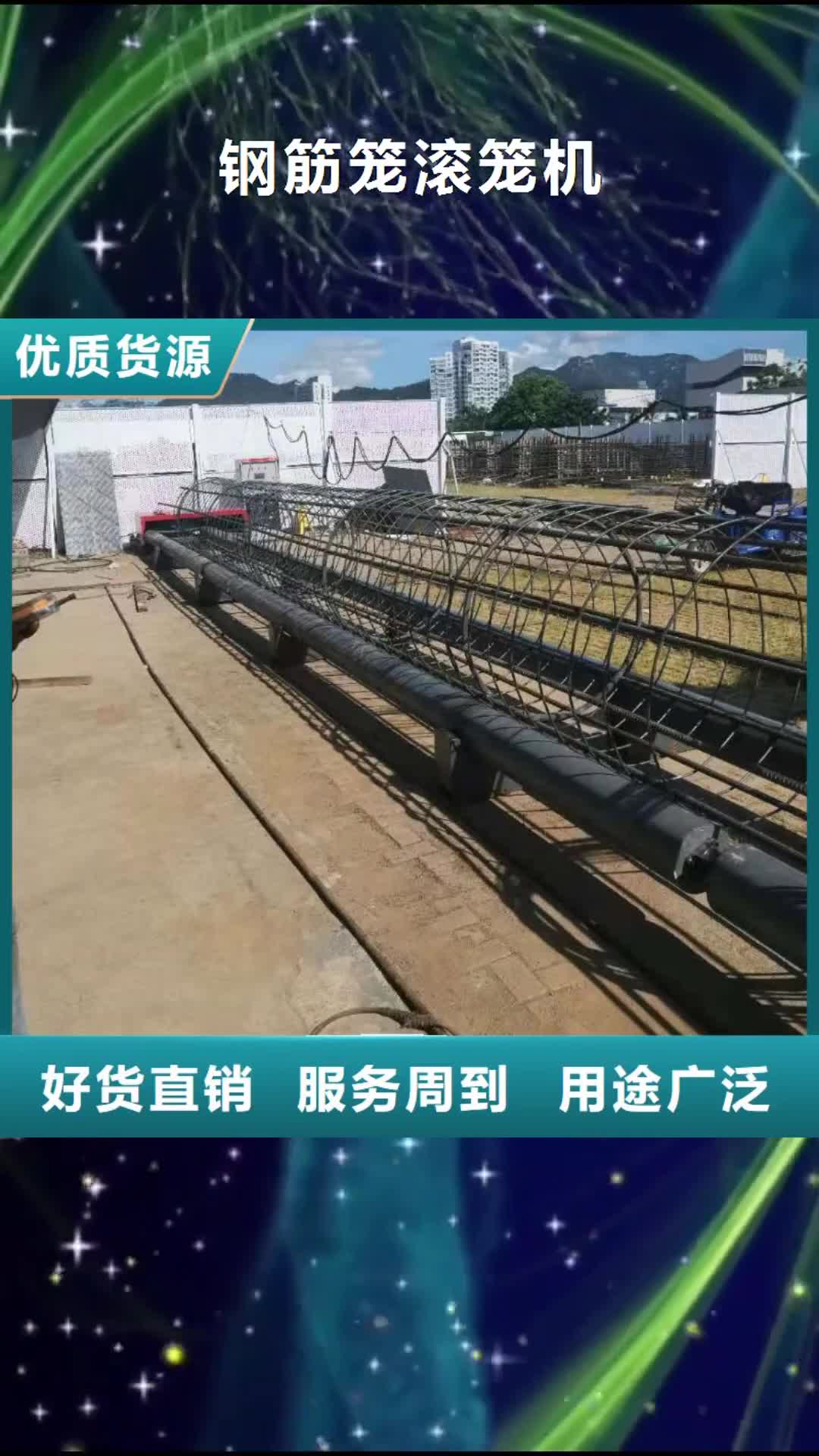
河南建贸机械生产各种通用及钢筋笼绕筋机,适用于各种桩基内钢筋笼制造,河南建贸钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车的把盘筋绕在主筋上,同时进行焊接或绑扎,从而形成成品钢筋笼,辊筒转动速度可根据操作手的熟练程度从低到高任意,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼一次性成型,极大了工作效率。钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4个人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。通过我部两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。 钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。

备齐一节钢筋笼所需箍筋按位置平放两胶辊上,绕筋机将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。




大家都爱看